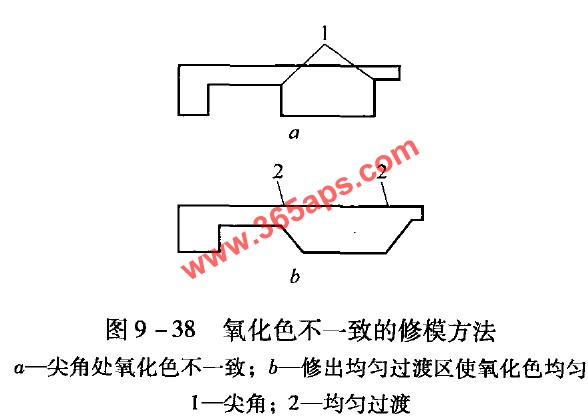
一般對(duì)于建筑用的鋁合金型材,都要求鋁型材在陽(yáng)極氧化上色后表面的顏色均勻一致。但在鋁型材擠壓生產(chǎn)時(shí),由于擠壓??桌饨翘幗饘偈艿降哪Σ磷枇^大,物理變形量也較大,組織差異懸殊,因此,氧化上色后,鋁型材尖角處的顏色與其他部分不一致(見圖9一38)。此外,由于鋁型材擠壓??坠ぷ鲙Т植诙炔睿驍D壓模具表面粘有金屬顆粒,會(huì)造成鋁型材表面擦傷、劃傷、嚴(yán)重的擠壓紋路等,這些缺陷在氧化上色后暴露得更為明顯,致使鋁型材表面顏色不一致。這種模具的修模的方法是將鋁型材棱角部位修成均勻過渡的圓弧或斜角,同時(shí),在修模后要仔細(xì)拋光工作帶表面,然后氮化,以降低其表面粗糙度。