現(xiàn)代鋁箔分切設(shè)備不僅要求速度平穩(wěn)、張力恒定可調(diào),而且還要求在設(shè)定的長(zhǎng)度下快速準(zhǔn)確停車,特別是電纜箔或電子箔等都要求一定長(zhǎng)度的箔卷。這就要用定長(zhǎng)控制來(lái)保證。
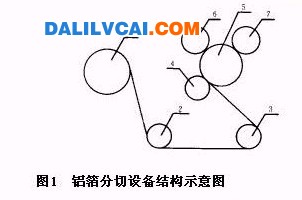
鋁箔分切設(shè)備的結(jié)構(gòu)示意圖如圖1所示。其中導(dǎo)輥、剪切裝置、夾送輥、分離輥等通過(guò)同步齒形帶相互聯(lián)接,統(tǒng)一稱為中軸。它和開卷機(jī)、左卷取機(jī)、右卷取機(jī)一樣,均由相應(yīng)的直流電動(dòng)機(jī)拖動(dòng)。來(lái)料裝在開卷機(jī)上,通過(guò)導(dǎo)輥、剪切裝置、夾送輥、分離輥后,分別繞在左卷取機(jī)和右卷取機(jī)上。根據(jù)工藝要求,生產(chǎn)過(guò)程中卷取機(jī)的卷軸始終壓在分離輥上。在分離輥非驅(qū)動(dòng)側(cè)軸端端面的圓周上安裝一感應(yīng)體A,A的感應(yīng)面與軸的端面垂直,在軸端的徑向位置安裝兩個(gè)接近開關(guān)B和C,B和C間的角距無(wú)特殊要求,但其感應(yīng)面與A的感應(yīng)面平行,并保證正確的動(dòng)作距離,這樣就構(gòu)成了定長(zhǎng)控制系統(tǒng),。

1 定長(zhǎng)控制原理
圖2中PLC采用OMRON公司生產(chǎn)的C60P型機(jī),它控制整個(gè)機(jī)列運(yùn)行狀態(tài);H7BR是OM-RON公司生產(chǎn)的六位十進(jìn)制數(shù)字計(jì)數(shù)器,可對(duì)每一位進(jìn)行設(shè)定,并能對(duì)設(shè)定值及計(jì)數(shù)值進(jìn)行顯示;具有兩路獨(dú)立的計(jì)數(shù)信號(hào)輸入(CP1、CP2)及相應(yīng)的兩路輸出(out1、out2)。在本系統(tǒng)中第1路用于機(jī)列降速控制,第2路用于機(jī)列停車控制。定長(zhǎng)控制就是基于它來(lái)實(shí)現(xiàn)的。
圖1中分離輥的直徑是213.04mm,當(dāng)它轉(zhuǎn)過(guò)一圈時(shí),鋁箔前進(jìn)668.94mm,接近開關(guān)B、C各發(fā)出一個(gè)脈沖,每一路分別進(jìn)行計(jì)數(shù),脈沖計(jì)數(shù)值與鋁箔長(zhǎng)度的校準(zhǔn)系數(shù)設(shè)定為1.496,即計(jì)入1.496個(gè)脈沖時(shí),鋁箔長(zhǎng)度計(jì)數(shù)增加1m。這樣當(dāng)達(dá)到某一適合的長(zhǎng)度時(shí),out1動(dòng)作,發(fā)出降速信號(hào),使機(jī)列由當(dāng)前速度降至某一較低速度穩(wěn)定運(yùn)行;當(dāng)接近要求的長(zhǎng)度時(shí),out2動(dòng)作,發(fā)出停車信號(hào),實(shí)現(xiàn)準(zhǔn)確停車,達(dá)到要求的長(zhǎng)度。其中降速和停車曲線由機(jī)列的傳動(dòng)系統(tǒng)來(lái)保證。
2 H7BR的功能
H7BR帶有微處理器和存儲(chǔ)器,內(nèi)置電池,在不提供工作電源的情況下仍能對(duì)它的輸入輸出方式、動(dòng)作持續(xù)時(shí)間、計(jì)數(shù)速度、最小復(fù)位時(shí)間、小數(shù)點(diǎn)位置、預(yù)設(shè)比例因子、鍵保護(hù)范圍等工作狀態(tài)進(jìn)行設(shè)定。也可以通過(guò)它的端子對(duì)它進(jìn)行操作:如禁止計(jì)數(shù)、計(jì)數(shù)值及輸出動(dòng)作復(fù)位、鍵保護(hù)等等。
H7BR的工作電源范圍較寬,并能向外提供DC12V或24V電源。
故障時(shí),H7BR具有自診斷功能。
3 H7BR在定長(zhǎng)控制中的應(yīng)用
本公司生產(chǎn)的鋁箔分切設(shè)備機(jī)列運(yùn)行最高速度是800m/min,即每個(gè)接近開關(guān)發(fā)出脈沖的頻率最大是20Hz。而H7BR的最大計(jì)數(shù)頻率是10kHz,同時(shí)用戶對(duì)箔卷長(zhǎng)度的要求均在六位數(shù)范圍以內(nèi),可見H7BR在計(jì)數(shù)速度、計(jì)數(shù)范圍兩方面都能滿足要求。
根據(jù)H7BR操作說(shuō)明書,對(duì)其工作狀態(tài)進(jìn)行正確設(shè)定后,再依據(jù)生產(chǎn)要求在其面板上設(shè)定out1、out2的動(dòng)作值即可工作。其中out1機(jī)列降速點(diǎn)的設(shè)置,應(yīng)按機(jī)列以最高速運(yùn)行時(shí)考慮,使機(jī)列平穩(wěn)地由當(dāng)前速度降至某一較低的速度,例如50m/min(如當(dāng)前速度<50m/min則升至50m/min)。機(jī)列升減速時(shí)間均為45s,最高速是800m/min時(shí),加減速度的絕對(duì)值是0.2963m/s2。機(jī)列由800m/min降至50m/min,鋁箔通過(guò)的長(zhǎng)度是298.828m,由零速升至50m/min或由50m/min降至零速,鋁箔通過(guò)的長(zhǎng)度是1.172m。因此,降速點(diǎn)即out1的動(dòng)作值設(shè)定為要求長(zhǎng)度減“300”,停車點(diǎn)即out2的動(dòng)作值設(shè)定為要求長(zhǎng)度減“1”。
4 結(jié)束語(yǔ)
用戶對(duì)箔卷長(zhǎng)度的要求負(fù)公差均是零,正公差是0.3%到0.5%,本系統(tǒng)定長(zhǎng)精度可達(dá)0.1%。用戶幾年來(lái)的生產(chǎn)實(shí)踐證明:該系統(tǒng)完全達(dá)到了設(shè)計(jì)指標(biāo)中提出的各項(xiàng)要求,滿足了生產(chǎn)需要,是完全可行的。這與選用高檔PLC、配置高速計(jì)數(shù)單元、脈沖編碼器、撥碼開關(guān)、七段數(shù)碼顯示器等相比,大大降低了設(shè)備成本,簡(jiǎn)化了系統(tǒng)設(shè)計(jì)。同時(shí),增加感應(yīng)體A的數(shù)量或減小測(cè)量輥(本設(shè)備中的分離輥)的直徑,定長(zhǎng)控制的精度會(huì)得到進(jìn)一步提高。
H7BR還有許多其它功能如批處理等,可以根據(jù)不同的控制需要加以應(yīng)用。