1 前言
6082合金屬于Al-Mg-Si系熱處理可強化的鋁合金,具有中等強度和良好的焊接性能、耐腐蝕性,主要用于交通運輸和結(jié)構(gòu)工程工業(yè),如橋梁、起重機、屋頂構(gòu)架和冷藏集裝箱等。 近年來,隨著國內(nèi)外冷藏集裝箱突飛猛進的發(fā)展,減輕箱體自重,尋求代替鋼鐵部件的鋁合金材料,已成為鋁加工業(yè)和冷藏箱業(yè)的重要課題。6082鋁合金具有中等強度和良好的耐蝕性,重量又輕,是制造冷藏集裝箱部件的理想材料。本文對6082鋁合金應用于擠壓生產(chǎn)進行試驗研究,以確定合理的熔鑄、擠壓工藝制度。
2 熔鑄工藝
2.1成分控制
6082鋁合金型材的力學性能要求很高,要求其抗拉強度σb≥310MPa。當Mg2Si含量從0.5%增加到1.0%時,合金的抗拉強度能提高一倍,繼續(xù)提高Mg2Si含量可使抗拉強度進一步提高,但是合金的淬火敏感性和擠壓變形抗力也隨之增加,故Mg2Si含量宜控制在1.2%~1.5%,另過剩Si對合金的強度提高有很大幫助,但同時也會增加脆性,降低合金的擠壓塑性,一般過剩Si含量控制在0.2%~0.4%為宜。6082合金還需添加一定量的Mn元素,以提高合金的再結(jié)晶溫度,阻礙擠壓時發(fā)生再結(jié)晶或再結(jié)晶晶粒長大,細化晶粒。但Mn含量過高會增加合金的淬火敏感性,同時會形成粗大的含Mn第二相,降低其對再結(jié)晶過程的抑制作用,還會影響到合金鑄造性能,隨著Mn含量增加其粘度增大,流動性下降,因此Mn含量應控制在0.4%~0.6%的范圍內(nèi)。6082鋁合金的實際成分控制范圍見表1。
表1 6082鋁合金化學成分標準 單位:w%
|
元素 |
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
Ti |
Al |
|
國標 |
0.7~1.3 |
0.50 |
0.10 |
0.4~1.0 |
0.6~1.2 |
0.25 |
0.20 |
0.10 |
余量 |
|
內(nèi)控 |
0.9~1.1 |
0.1 |
0.06 |
0.49 |
0.8-1.0 |
0.04 |
0.01 |
0.08 |
余量 |
2.2 鑄造工藝
由于 6082合金的特點是含難熔金屬Mn,Mn的存在易引起晶內(nèi)偏析及固液區(qū)塑性降低,導致抗裂能力不足,故熔鑄工藝主要注意以下兩點:第一,選擇合適鑄造溫度,溫度過高會使液穴加深,溫度梯度加大,導致鑄造應力增加,產(chǎn)生鑄造裂紋;溫度過低將降低金屬流動性,易產(chǎn)生冷隔、夾渣、不易于氣體逸出。因此熔煉溫度應控制在730~750℃范圍內(nèi),且要攪拌均勻保證金屬完全熔化、成分均勻;第二,控制鑄造速度,鑄造速度較高時,會使液穴加深,延伸到結(jié)晶槽之外,易形成中心裂紋,同時鑄造凝殼層變薄,偏析瘤加大;當鑄造速度較低時,同液穴在結(jié)晶槽之內(nèi),易產(chǎn)生表面裂紋及冷隔等缺陷。6082合金含有Mn元素,增大了合金的粘度,其流動性降低,鑄造速度也要適當降低,控制在80~100mm/min范圍內(nèi)。
3 均質(zhì)工藝
3.1 鑄態(tài)組織
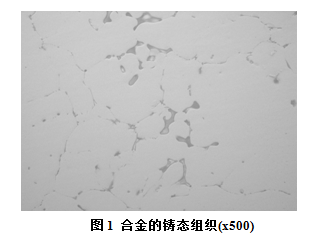
圖1所示為合金鑄態(tài)金相顯微組織,由圖可知合金的鑄態(tài)組織主要由樹枝狀α(Al)固溶體、骨骼狀非平衡共晶相β(AlMnFeSi)和晶界組成。樹枝狀晶晶內(nèi)偏析嚴重,成分不均勻,晶界處的骨骼狀非平衡共晶對合金的塑性有不利影響,鑄態(tài)合金必須進行均勻化處理才有良好的擠壓性能。
3.2 均質(zhì)處理
6082合金通過均勻化處理,鑄造時快速凝固產(chǎn)生的晶內(nèi)偏析減少或消除,共晶態(tài)Mg2Si完全固溶到α(Al)中,快速冷卻后析出相Mg2Si以細小顆粒狀高度彌散分布于基體中,片狀非平衡共晶β(AlMnFeSi)轉(zhuǎn)變?yōu)轭w粒狀的α(AlMnFeSi),如圖2、b)所示。
通過上述變化,6082合金擠壓性能將得到很大改善。晶內(nèi)偏析消失將降低擠壓時金屬流動的不均勻性,提高擠壓型材的表面光潔度;組織中片狀粗大Al-Fe-Si相的轉(zhuǎn)變、細化將減輕型材表面裂紋傾向,改善合金的可擠壓性,提高擠壓速度。
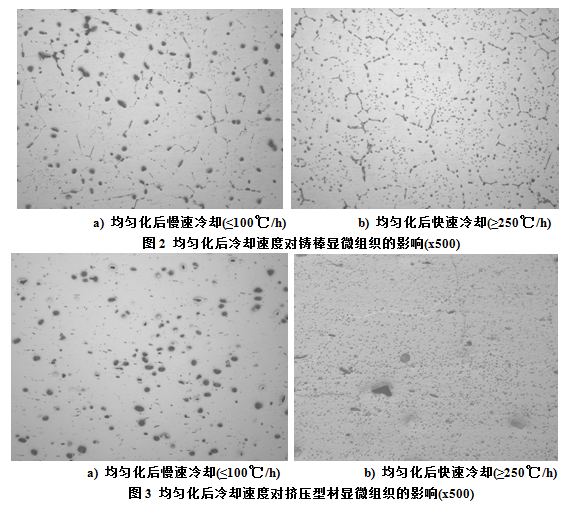
由上圖可以看出,經(jīng)均勻化后,冷卻速度不僅對鑄錠的組織產(chǎn)生影響,也對擠壓在線熱處理后型材的組織產(chǎn)生重要影響。當冷卻速度≤100℃/h時,隨著鑄棒溫度的降低,高溫均勻化時固溶于α(Al)基體中的Mg2Si有足夠的時間析出并粗化長大,如圖2、a)所示;當冷卻速度≥250℃/h時,由于冷卻速度快、時間短,Mg2Si沒有充足的時間析出長大,而是呈細小顆粒狀彌散分布于基體中,如圖2、b)所示。當鑄棒經(jīng)過擠壓在線熱處理時,由于擠壓變形熱的作用,合金溫度可以上升到強化相的固溶溫度,但是時間持續(xù)地很短,一般只有短暫的幾十秒,鑄棒緩慢冷卻產(chǎn)生的粗大析出相來不及充分固溶,型材冷卻后固溶體的過飽和度不足,甚至還有粗大析出相在基體中分布,如圖3、a)所示,嚴重消弱時效處理后型材的力學性能;而鑄棒快速冷卻產(chǎn)生的細小顆粒狀彌散分布的Mg2Si則可以快速充分固溶,型材冷卻后得到過飽和固溶體,如圖3、b)所示,對強化合金起到主要作用。
綜上所述,為保證擠壓型材有足夠高的力學性能,合理的均質(zhì)工藝為:2.5小時升溫到580℃,保溫1小時,然后降溫至570℃,保溫8小時,均勻化后冷卻速度≥250℃/h。
4 擠壓工藝
4.1 鋁棒溫度
6082合金變形抗力大,強化相Mg2Si的含量較高,鋁棒溫度要求盡量高一些,但是溫度過高則型材側(cè)邊出現(xiàn)裂紋的傾向增加,不利于提高擠壓速度,生產(chǎn)效率較低。所以鋁棒溫度一般控制在470℃~500℃為宜。
4.2 擠壓速度
6082合金中Si含量較高,除與Mg元素以1:1.73的比例形成強化相Mg2Si以外,還含有大概0.3%的過剩Si,導致合金的脆性明顯增加。擠壓速度提高以后,很容易在型材的側(cè)邊出現(xiàn)裂紋現(xiàn)象,所以擠壓速度一般選擇在10~15m/min,寬展擠壓取下限。
4.3 淬火工藝
6082合金強化相Mg2Si的含量較高,一般在1.2%~1.5%,要使其完全固溶,須保證淬火溫度在520℃以上,固此型材擠壓出口溫度應控制在520-540℃;由于合金中含有Mn元素,促進晶內(nèi)金屬間化合物形成,對淬火性能有不利影響,導致6082合金淬火敏感性增加,要求淬火冷卻強度大、冷卻速度快,冷卻速度≥300℃/min。
5 時效工藝
合金經(jīng)過擠壓在線熱處理后,只是得到溶質(zhì)為Mg2Si的過飽和固溶體,此時的力學性能遠不達標,必須進行時效處理,使過飽和固溶體分解,在基體中沉淀析出細小彌散分布的強化相,以此顯著提高合金的力學性能。
合理的時效工藝既要保證產(chǎn)品性能,又要考慮生產(chǎn)效率及生產(chǎn)成本,本文經(jīng)過反復試驗證明:時效溫度175~185℃,保溫時間6~7小時,為6082型材最佳時效工藝,時效后抗拉強度σ b≥310MPa,延伸率δ≥10%。
6 結(jié)論
結(jié)合6082鋁合金型材的生產(chǎn)實踐,從合金成分設計、鋁棒均勻化、擠壓工藝和淬火方式等方面進行了分析研究,從而優(yōu)化了6082鋁型材的熔鑄工藝和擠壓工藝,使產(chǎn)品的抗拉強度σ b≥310MPa,延伸率δ≥10%,達到了較高的綜合性能要求。根據(jù)6082合金鋁型材的特點和性能要求,上述工藝是比較合理的。熔鑄工藝中,Mg2Si含量控制在1.2%~1.5%,過剩Si含量控制在0.2%~0.4%,鑄棒均勻化處理,冷卻速度≥250℃/h;擠壓工藝中,型材出口溫度保證在520℃以上,淬火冷卻速度≥300℃/min,這些工藝參數(shù)都是保證產(chǎn)品性能的關(guān)鍵。按本工藝生產(chǎn)的產(chǎn)品,抗拉強度σb≥310MPa,延伸率δ≥10%,滿足了用戶的需求。